Этот сайт предназначен, прежде всего, людям, ностальгирующим по ушедшим РУССКОМУ СЛОВУ, Windows 3.1, ФОТОНУ, процессорам 486SX и иже с ними.
Конечно, времена должны идти вперед, но почему они обязательно должны уходить?
StuhlbergR 2007-2009 ©
|
Компьютер в спецовке
П.В. Никифоров, А.В. Скукин, О.Ю. Яковлев
Персональный компьютер - обязательная принадлежность современного офиса - обживает цеха автогиганта "Москвич".
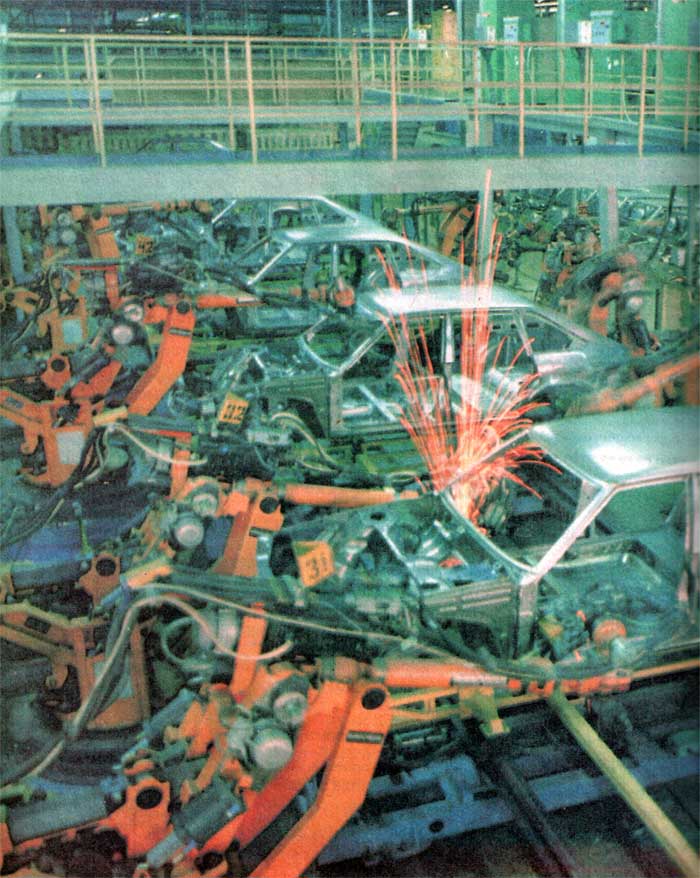
Для управления автомобильным заводом, его производственными подразделениями необходимо иметь полную и поступающую в реальном масштабе времени информацию о технологических процессах. Использование компьютеров в производстве рассмотрим на примере цеха сварки кузовов ПО "Москвич".
АВТОМАТИЗИРОВАННЯ СИСТЕМА УПРАВЛЕНИЯ
 Цех оборудован современными сварочными линиями, обеспечивающими расчетный темп производства: один кузов в минуту. Для поддержки функционирования 13 сварочных линий и 18 отдельных сварочных машин служат 28 транспортных систем - рольгановых, конвейерных и монорельсовых, - работающих под управлением программируемых логических контроллеров (PLC). Точки загрузки/разгрузки (транспортная система - линия сварки) также автоматизированы. На всех транспортных системах имеются межоперационные буферы-накопители.
Цех оборудован современными сварочными линиями, обеспечивающими расчетный темп производства: один кузов в минуту. Для поддержки функционирования 13 сварочных линий и 18 отдельных сварочных машин служат 28 транспортных систем - рольгановых, конвейерных и монорельсовых, - работающих под управлением программируемых логических контроллеров (PLC). Точки загрузки/разгрузки (транспортная система - линия сварки) также автоматизированы. На всех транспортных системах имеются межоперационные буферы-накопители.
Сложное автоматизированое производство порождает обилие информации. Число изготовленных каждой линией узлов, информация о количестве заготовок перед линией и состояние буфера после линии, диагностические сообщения об отклонениях параметров, сварочного оборудования и характере этой неисправности - это далеко не полный перечень тех данных, которые оперативно должны получать диспетчеры и руководители цеха.
Задачи сбора, обработки и оперативного представления информации такого объема можно решить только с помощью вычислительной техники. Причем, правильный выбор типов контроллеров позволяет организовать иерархическую систему сбора и обработки информации о ходе производства.
Перечислим в порядке возрастания сложности основные задачи системы управления цехом:
- мониторинг технологического процесса и состояния межоперационных транспортных систем;
- диагностика технологического оборудования;
- управление производством в условиях выпуска нескольких модификаций продукции.
При проектировании автоматизированной системы управления цехом выбор технических и программных средств осуществлялся сходя из их надежности, простоты эксплуатации, стандартизированности и совместимости. Согласно проекту, в цехе должны быть установлены восемь IBM-совместимых компьютеров с ЦП 386, связанных с 31 контроллером сварочного и транспортного оборудования; две машины MVAX, соединенные с ПК сетью Ethernet.
Программное обеспечение системы включает в себя следующие средства: пакет Microtie, графический редактор SCREENWARE (для IBM-совместимых ПК типа АТ), ОС Ultrix-32 и СУБД INGRES (для MVAX-3).
Названные технические и программные средства позволят создать систему, которая будет осуществлять контроль технологических процессов, управление транспортными потоками, организацию запусков партий кузовов различных модификаций, сбор и анализ информации об отказах оборудования.
В настоящее время реализована только первая очередь автоматизированной системы управления цехом: решены задачи мониторинга технологического процесса и диагностики оборудования.
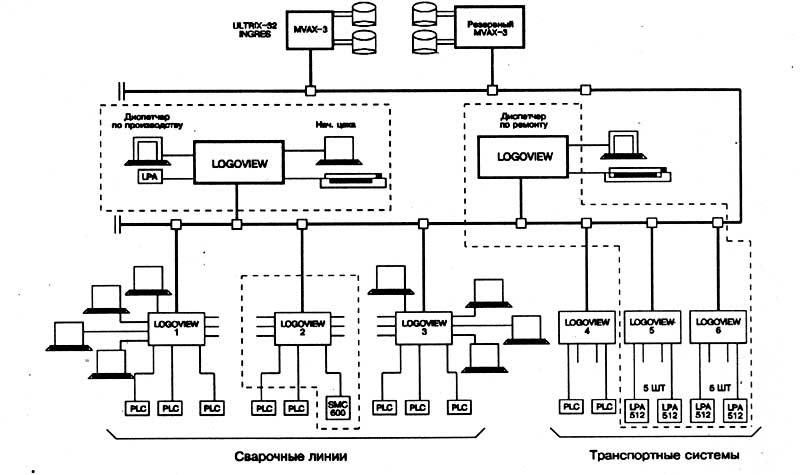
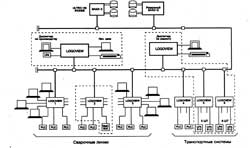
В цехе круглосуточно функционируют два связанных сетью Ethernet программно-аппаратных комплекса. Один осуществляет сбор и отображение учетной информации о производстве кузовов. Данные о выпуске продукции за смену и в сутки 24 линиями сварочными машинами и об их простоях в реальном масштабе времени отображаются на цветном мониторе и на двух алфавитно-цифровых дисплеях, находящихся в распоряжении диспетчера и начальника цеха. В конце смены автоматически печатается рапорт о производстве основных узлов и кузовов и простоях линий. Рапорт может быть также получен в любой момент по команде оператора. Другой комплекс ведет мониторинг рольганговой конвейерной системы (РКС), 14 подвесных толкающих конвейеров (ПТК), 10 сварочных линий и 18 сварочных машин.
Главная транспортная система - РКС - состоит из 11 участков, каждым из которых управляет программируемый контроллер LPA-512 (Югославия). Система подвесных толкающих конвейеров (ПТК) включает в себя подъемно-опускные секции разгрузки и загрузки (ПОС), остановы, стрелки и управляется шестью контроллерами LPA-512.
Сбор диагностической и статистической информации со всего сварочного оборудования (сварочные линии, сварочные машины) производят десять концентраторов SMC-600 (Франция).
Данные с 27 контроллеров собирают и обрабатывают пять компьютеров типа 386; результат обработки по сети передаются на шестой компьютер, установленный у диспетчера цеха. Диспетчер на цветном мониторе видит состояние каждой из 355 позиций PKC (свободна или занята), диагностические и аварийные сообщения по каждому ПТК и может определить позицию, на которой прекратилось движение салазок, время погрузки и разгрузки по каждой ПОС, состояние сварочного и входящего в него электро-, пневмо- и гидрооборудования. Информация на ПК диспетчера организована в виде 44 вложенных и связанных графических экранов. Начав с просмотра общей мнемосхемы цеха, диспетчер может "дойти" до интересующего его участка и действительно оперативно получить информацию об обстановке в цехе.
Для архивирования и анализа информации установлен компьютер MVAX-3, соединенный сетью Ethernet с ПК. Расстояние от ПК до MVAX - 450 метров.
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ
Пакет Microtie
Перечисленные выше задачи решаются при помощи специализированного пакета Microtie. Он создан американской фирмой Microtie Corporation в 1983 г. для отслеживания и управления технологическими процессами. Комплект на базе ПК, оснащенного пакетом Microtie, называется LOGOVIEW (LW). Пакет Microtie позволяет:
- читать из памяти программируемых логических контроллеров информацию, необходимую для отображения и принятия решений;
- производить требуемые вычисления и анализировать значения параметров системы;
- вырабатывать программным путем управляющие воздействия;
- записывать в контроллеры PLC управляющую информацию;
- организовывать интерактивные графические экраны для вывода данных и ввода команд оператором;
- печатать рапорты нужного содержания и формы.
Считываемая и записываемая информация может быть представлена и обработана в виде битов, байтов, строковых и числовых переменных. Над числовыми переменными реализованы арифметические и логические операции, а также операция постороения логарифмов и тригонометрических функций.
Применяемая версия программы Microtie-90 является интегрированным интерпретирующим пакетом; включает собственный язык программирования, построенный на принципах меню и основанный на выполнении событий, каждое из которых имеет до 10 последовательных шагов. Общее число возможных событий - 9940, что позволяет описывать достаточно сложные процессы управления объектами.
Каждый шаг события реализован определенной функцией Microtie, например:
- чтение из PLC, LW;
- запись в PLC, в сеть LW;
- выполнение вычислений;
- вывод сообщений и рапортов на экран, принтер, в файл DOS;
- вывод интерактивных графических экранов на монитор и терминалы;
- запуск событий, в том числе на других LW.
Задания на выполнение события могут запускаться периодически в течение рабочего дня или в конкретное время. Пакет Microtie предусматривает средства подсказки и контроля за состоянием параметров, заданных при конфигурировании вычислительных систем. Кроме того, имеются широкие возможности для документирования программ.
В комплект стандартной поставки Microtie включается большое число драйверов связи с PLC; возможно дополнение системы новыми драйверами.
 Средства графического редактора SCREENWARE, совместимого с Microtie, позволяют создавать высококачественные цветные изображения на мониторе и работать с 200 различными графическими экранами. Помимо стандартных линий, окружностей, прямоугольников, графиков и т.п. предусмотрена возможность конструировать и отображать оригинальные символы, строить динамические графики и диаграммы. Используемые в программах переменные можно выводить на экран шрифтами различного размера и цвета.
Средства графического редактора SCREENWARE, совместимого с Microtie, позволяют создавать высококачественные цветные изображения на мониторе и работать с 200 различными графическими экранами. Помимо стандартных линий, окружностей, прямоугольников, графиков и т.п. предусмотрена возможность конструировать и отображать оригинальные символы, строить динамические графики и диаграммы. Используемые в программах переменные можно выводить на экран шрифтами различного размера и цвета.
Для ввода с клавиатуры управляющих воздействий оператору предоставляются возможности задавать значения 50 переменных и использовать функциональные клавиши. Эти воздействия обеспечивают смену экранов, запись команд в контроллеры, ввод данных.
Перечисленные возможности Microtie позволяют организовать высокоэффективную систему мониторинга технологического процесса, основанную на принципах вложенных или связанных экранов.
Пакет LogoviewPlus
Более современным по сравнению с пакетом Microtie инструментальным средством аналогичного назначения является пакет (LW+), разработанный итальянской фирмой LOGOSYSTEM в 1991-92 г.г. Данный пакет представляет собой многозадачную систему, в которой одновременно может исполняться до 16 программ (процессов), синхронизируемых "семафорами"; снабжен отладчиком, позволяющим проводить отладку программы с различной скоростью, а также в пошаговом режиме. Пакет LW+ предназначен для IBM-совместимых компьютеров 286 и 386, укомплектованных дополнительными платами связи с контроллерами, и организации локальной сети. Программные средства LW+ разработаны в соответствии с оконной идеологией Microsoft Windows и работают в среде MS-DOS.
По сравнению с Microtie 90 программа LW+ позволяет:
- использовать текстовые редакторы для описания программ с последующим импортированием программных кодов в среду LW+;
- разрабатывать пользовательский интерфейс, ориентированный на работу с "мышью";
- создавать на языке Microsoft C недостающие в LW+ функции и вносить их в каталог;
- создавать эффект мультипликации;
- использовать сканер для считывания изображений;
- использовать видеоадаптер superVGA и мониторы с высокой разрешающей способностью.
АППАРАТНОЕ ОБЕСПЕЧЕНИЕ
Максимальная конфигурация LW следующая: 10 контроллеров, 8 удаленных терминалов, один принтер. Каждый компьютер LW может быть включен в сеть LW и ЭВМ верхнего уровня. Естественно, что подключение значительного количества устройств требует сообтветствующей аппаратной поддержки (дополнительных специализированных плат). Для обеспечения связи с PLC используются четырехканальные платы последовательного ввода-вывода. В состав каждого LW могут быть включены две такие платы. Для организации связи с удаленными интерактивными терминалами применяется четырехканальный мультиплексор Persyst DCP-88VM; в составе LW может быть два таких устройства. мультиплексор Persyst позволяет организовать сети LW по 3- или 4-проводным линиям. Сеть также можно организовать, используя плату Ethernet фирмы 3Com совместно с пакетом COMMUNITY-DOS. Для функционирования мультиплексора Persyst необходимо иметь ОЗУ емкостью 2 Мбайт, дисковую память - до 10 Мбайт (если не вести на LW крупных архивов).
Представляет интерес опыт по организации связи LW c PLC. Насыщенность и напряженность электромагнитных полей в цехе сварки очень высокая. Длина линии связи (кабеля) PLC - LW достигает 300 метров, и поэтому выбор типа преобразователя стандартных сигналов последовательной передачи весьма важен. Опыт применения конвертеров RS-232/RS-422 дал отрицательный результат. Использование конвертеров RS-232 - current loop (20 мА) итальянского и отечественного (фирма "Интерфейс") производства обеспечивает обмен искажений и ошибок со скоростью 9600 бод (максимальная скорость интерфейсного модуля PLC).
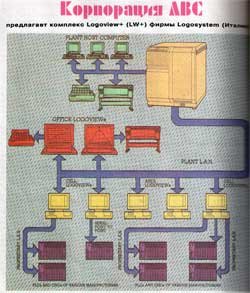 |
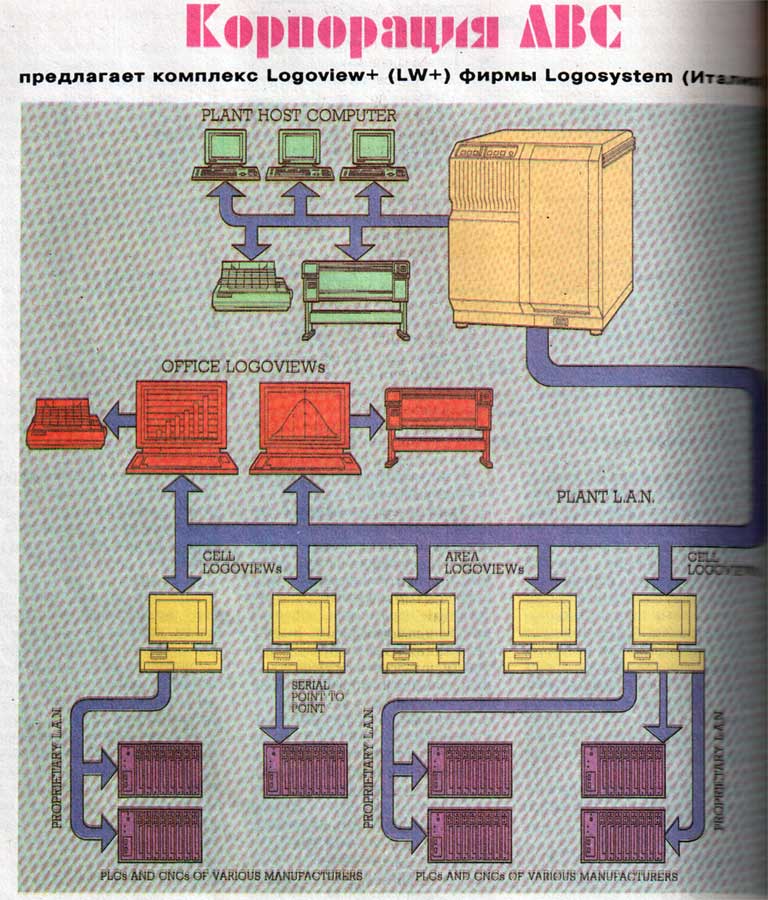
Корпорация ЛВС (ЛогоВАЗ-системы)
предлагает комплекс Logoview+ (LW+) фирмы Logosystem (Италия)
LW+ - это комплекс технических и программных средств, предназначенный для построения управляющих и информационных систем в широком диапазоне приложений - от лабораторной системы на базе одной ПЭВМ до интегрированной системы управления, базирующейся на локальной вычислительной сети предприятия. Технические средства LW+ реализованы на базе ПЭВМ типа IBM PC AT 286/386/486. Программные средства LW+ разработаны в рамках оконной технологии Microsoft Windows и работают в среде MS-DOS. Отличительными чертами комплекса LW+ являются:
- возможность конфигурирования локальной сети в процессе проектирования автоматизированной системы;
- использование стандартных протоколов связи с контроллерами и ЭВМ;
- наличие пользовательского интерфейса с мышью и оконным меню;
- наличие цветной графики с высокой разрешающей способностью;
- использование простой процедуры анимации технических картинок;
- проектирование алгоритмов управления в рамках вычислительной модели "события-условия";
- легкая интеграция с известными базами данных. LW+ работает в двух режимах: режиме конфигурации (САПР) и в режиме исполнения. В рамках локальной сети, сконфигурированной в процессе проектирования системы, LW+ может обмениваться информацией с другими LW+, HOST-компьютерами и интерактивными дисплеями, а через последовательный интерфейс "точка-в-точку" - с программируемыми контроллерами. LW+ представляет собой многозадачную систему. В ней может одновременно исполняться до 16 программ (процессов), синхронизируемых "семафорами". Примеры автоматизированных систем на базе LW+: система управления цехом сварки кузовов автомобильного завода (АЗЛК, АвтоВАЗ, Фиат и др.);
- тренажер для подготовки персонала тепловых и атомных энергоблоков;
- АСУ ТП изготовления моющих средств. |
ОБ АВТОРАХ
Павел Васильевич Никифоров, Александр Викторович Скукин, Олег Юрьевич Яковлев - инженеры АСУТП производственного объединения "Москвич".
Статья была опубликована в журнале "Мир ПК" №5/1992 г.
Статьи и публикации
|
Большинство предоставленного здесь материала является цитированием со старых номеров компьютерных журналов, таких, как
"Мир ПК" или "Весь Компьютерный Мир". К сожалению, все мои попытки связаться с этими изданиями по поводу вопроса о цитировании были безуспешны.
Издания упорно хранили молчание. Что я разрешил себе расценивать как знак согласия, указывая, тем не менее, повсюду как выходные данные
издания (с работающей ссылкой на Интернет-представительство), так и автора публикации. Тем более, что, в силу срока давности этих публикаций, вряд ли материал можно рассматривать как коммерческий или рекламный,
пусть даже названия фирм здесь и присутствуют (уж без этого никуда).
Ежели появятся какие претензии по оному поводу, прошу
издания связаться со мной
Райво Штулберг |